Search the Community
Showing results for tags 'Machining Basics'.
Found 1 result
-
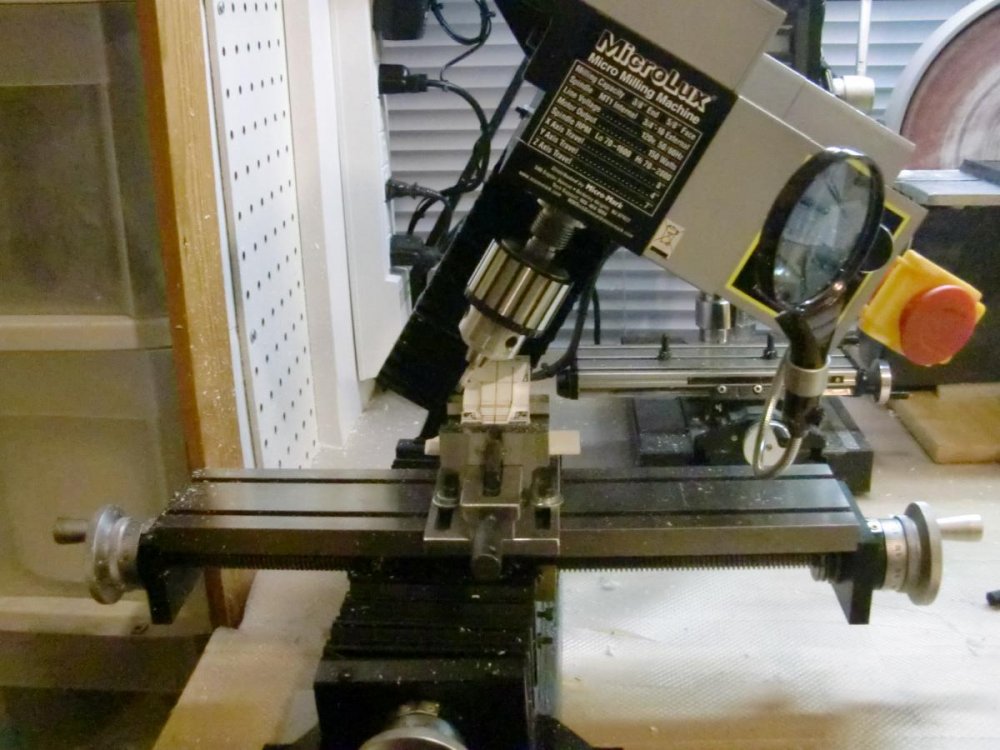
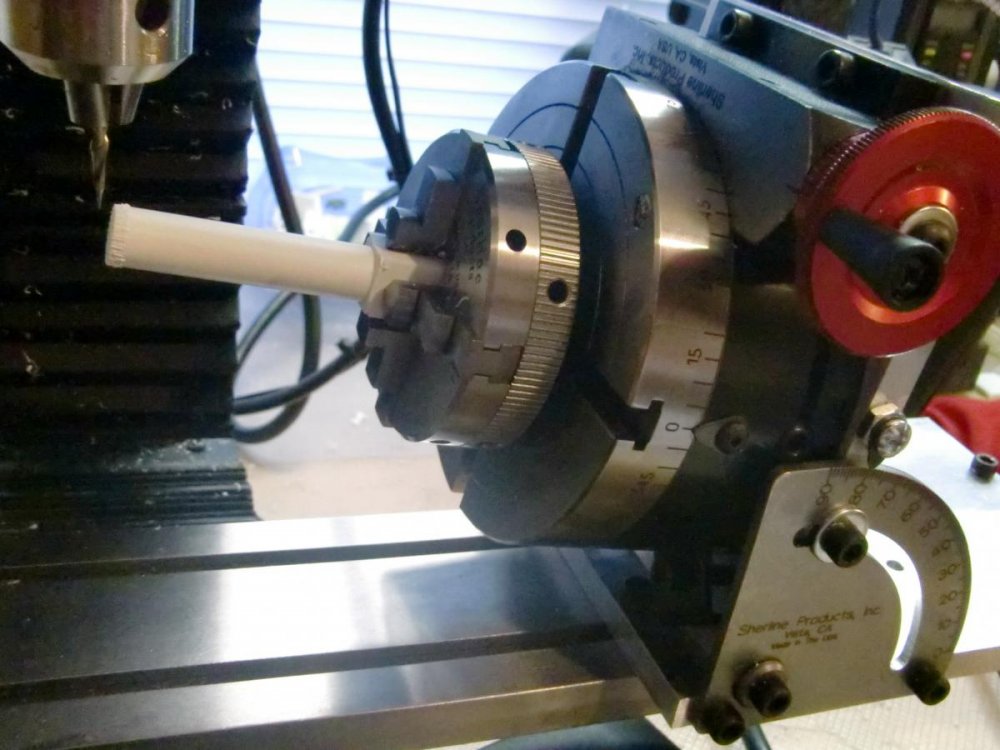
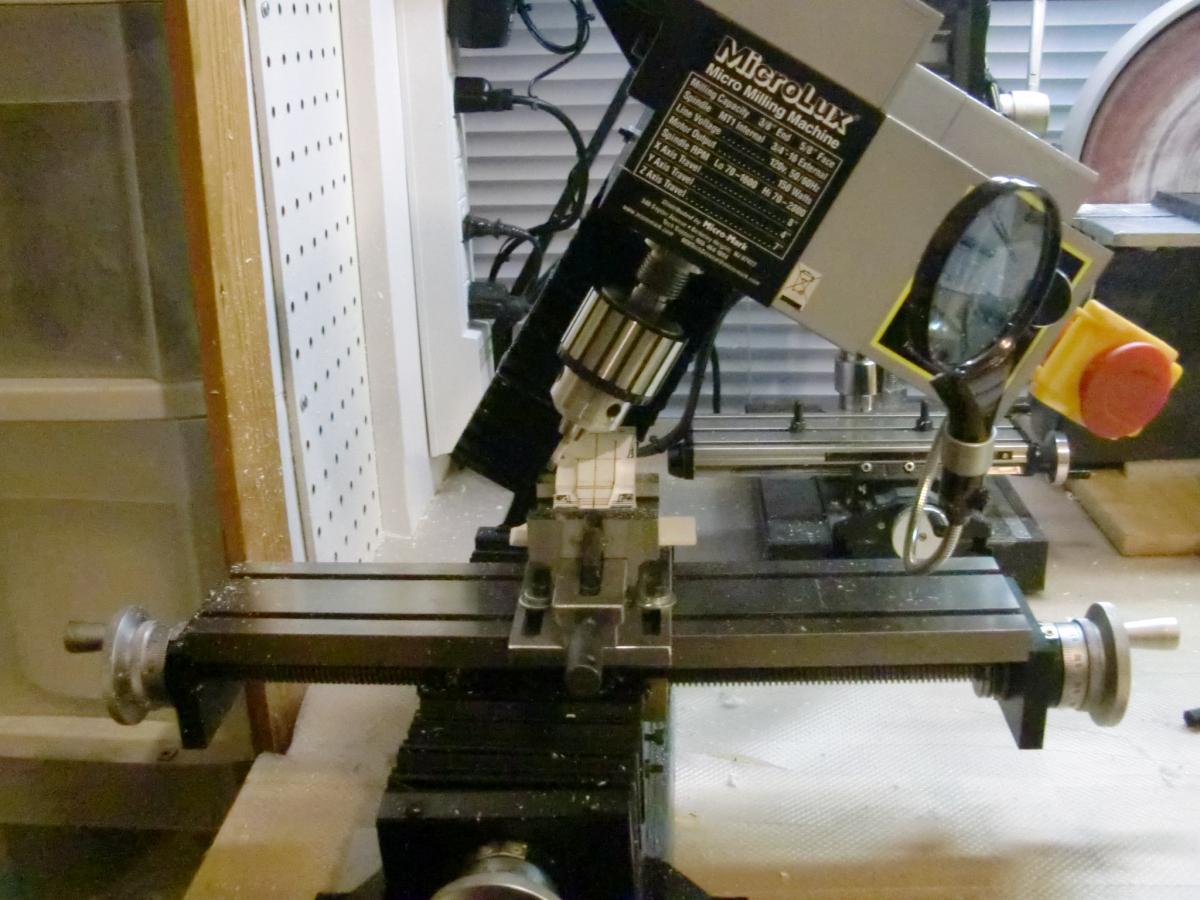
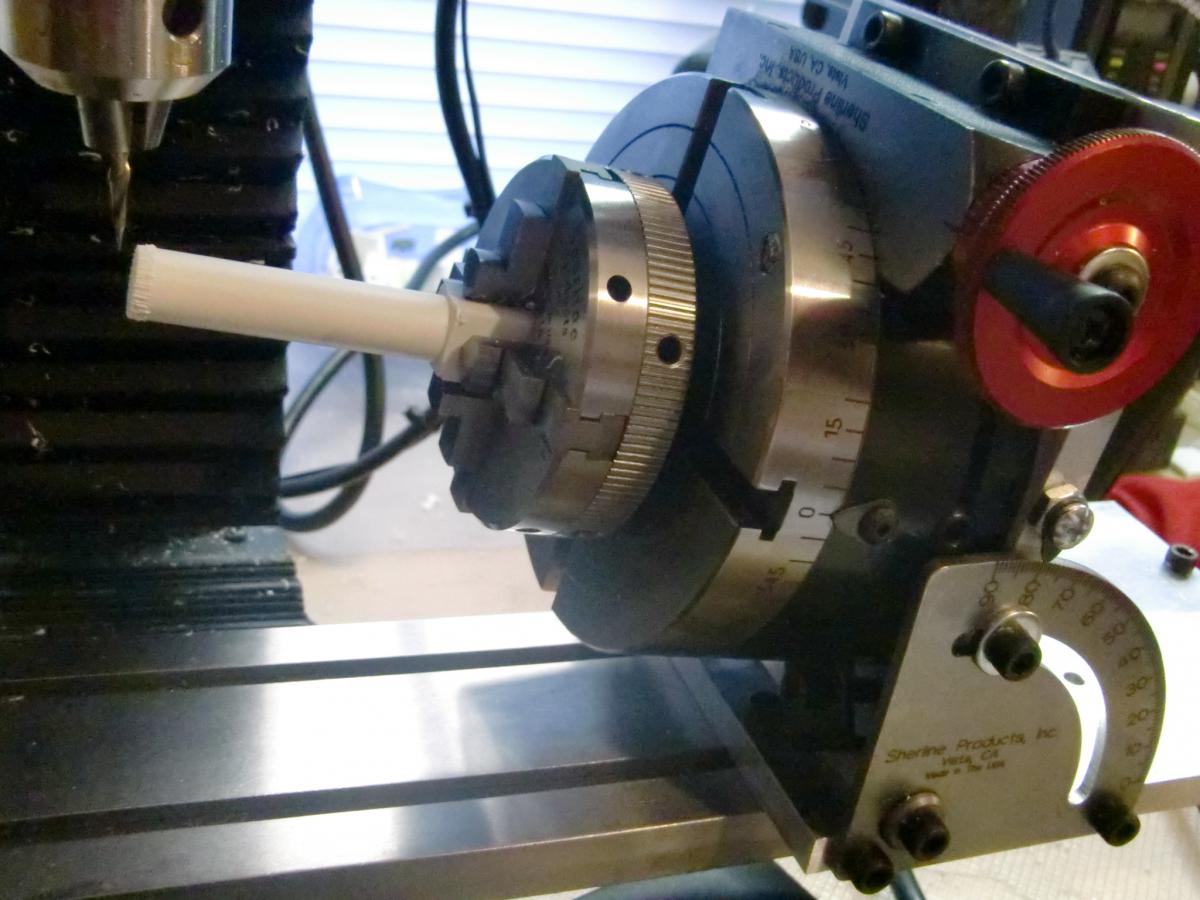
TOOL QUESTIONARE AND MACHINE LISTING INTRODUCTION I have compiled this as a service for us, the hobbyists looking to expand our capabilities and get better at what we do. Purchasing machinery is expensive and for the first timer, can be confusing. Many hobbyists at one point or another wonder about getting some type of machine tools to help with their hobbies; the biggest questions are usually, “can I afford it, what do I need most, what features should I get, what accessories do I need, what’s the best brand and how would I use it?” The purpose of this thread is to help you answer those questions for yourself, open it up to EVERYONE so they can share their experiences, and give some tutorials on the basics for each machine. The focus of this thread will be smaller, bench top, hobby sized machines in the “micro” and “mini range.” Please note, the accessories listed are not all encompassing, but the most popular. MACHINE CHECKLIST QUESTIONS To start with, here is a survey to help you decide on what or if to buy: [ ] 1. What do I normally do, and do I REALLY need a machine tool to help me? For the first question, you need to think about what you normally do -or- would like to do with your hobbies. If you feel that you need to be more precise in forming shapes, cutting angles, cutting slots, or making more of one cut or object the same consistently, you probably need a machine like a mill. If you have issues making things round, putting a shape into it, or would like to make model gun barrels, you probably need a lathe. Do you cut and shape a lot of strip styrene parts? Maybe a saw and disc sander would help? The next questions will help you break it down further. NOTES: _____________________________________________________________________ [ ] 2. If “yes,” what equipment do I REALLY need the most right now to help out? If you think a drill press, saw, sander, mill or lathe would help, or would like both a mill and a lathe and you have a limited budget, which do you really need more? There are also combination machines or easily converted machines that will do both (more on that later). They may have their limitations, so understand what your combo unit will really do and can’t do. NOTES: _____________________________________________________________________ [ ] 3. How big will my work be, and how big of a machine do I need? What scale(s) do you normally build in or how big are your projects? Smaller scales or projects mean smaller parts, which mean smaller machines, which whittles down to lower costs. The direct opposite is true for larger projects. Maybe you build large scale, but the parts average a couple of inches before assembly. How big do you eventually want to build? These are issues you must work out and decide upon. Don’t forget the size of accessories and their cost too. NOTES: _____________________________________________________________________ [ ] 4. What brand do I want to go with? Brand can make all the difference in your machining experience. Remember – YOU GET WHAT YOU PAY FOR! A cheap quality machine is going to produce cheap quality parts. Read reviews and talk to friends about their experience. Cheaper machines have poor accuracy and repeatability of cuts. They are also more frustrating in the long wrong when they don’t work right or break easily. NOTES: _____________________________________________________________________ [ ] 5. Do I have the facilities to SAFELY secure and store this machine? Machinery can be HEAVY – no kidding! A mini mill can weigh 75-150 pounds (35-75 kilos roughly). Your workbench or table will have to take the weight and you will have to have room to work with it. Ask yourself, “Will it be where children are going to play?” They will want to be like you and “use” the machine. A falling machine or running machine can be dangerous. This could lead to a trip you don’t want like an emergency room visit or a funeral. The cutting blades and bits slice through steel; how much easier through flesh and bone? Can your children or young visitors get into your shop? If so, can you lock out the power or even the room so they can’t activate the equipment? The machines have sharp corners and pose pinching hazards. NOTES: _____________________________________________________________________ [ ] 6. What accessories are applicable to my needs? Ask yourself what you’re going to do exactly with your machine(s). Most machines come with only the machine. No bits, no vise, no way to manipulate your work. Accessories do all that. “OK, I figured I’d like to get a mill. What else do I need?” See the accessories recommendations below with each machine type. Work through what you’re going to do and what you’re going to need. I mention this here separately as a cost reality check. You could easily spend the same amount you paid for your mill or lathe on accessories or cutting bits – just to get started out! NOTES: _____________________________________________________________________ MACHINE TYPES The most widely used bench top machines in a hobbyist’s shop are the Dremel (not covered here), mill, lathe, band saw, jig saw, disc sander, table saw, and the drill press. Some have interchangeable uses and can do the same things with accessories (though with varying limitations). This guide will only cover types and some interchangeability, not how to use. THE MILL Most people when they hear the word “mill” think of a facility that grinds grain or makes textiles. There’s good reason because it’s all about the machinery. Sherline Tools has an excellent photo with parts and terminology of a micro mill here: http://www.sherline.com/millterm.htm On a mill, the work is moved around the cutting bit AND the cutting head moves up and down similar to a drill press. Some mills even have a drill press handle/arbor on the spindle (the spinning thing that spins and goes up and down) on them. Mills work in three axis, the table moves: X – side to side, Y – towards you and away, and the spindle: Z – (up and down). The work is normally clamped to the table with fasteners, a vise, or kept in a chuck and attached with an adaptor or put on a rotary table. A mill can cut grooves, engrave panel lines, pockets (partial depth openings), cut steps into material, drill, ream, bore out hole diameters, and with a rotary table make varying circular cuts or even make gears. It can even cut sequential holes, slots or grooves around stock in a circle and do some work a lathe is best for. COMMON MILL OPTIONS (on the equipment) “Zero” resettable dials. The MOST important option arguably is “zero” resettable dials on the hand-wheels. When you crank a mill hand-wheel (X, Y or Z axis), the table or head will move a specified amount of space per rotation, like .010” or so many millimeters. Say you want to turn the wheel in only .020” increments, make your cut and you have to repeat this several times in succession. You would ordinarily have to turn the wheel and then do the math in your head how many more rotations to be the same amount on the next rotation. With “zero” dials, you just turn the dial back to “zero”, turn the crank to .020”, reset the dial back to zero and so on. Zero resettable dials basically allow easier, more accurate repeatability and reduce the mathematics, reducing errors. Do you prefer Metric or SAE measurements? These are further options. Motorized axis. Does your work have “ruffles” or “ridges” in it after machining? A motorized feed gives a consistent feed speed allowing for a more professional finish. It also helps reduce the amount of cranking you have to do on the hand-wheels; very big if you have carpel tunnel syndrome. CNC Automation. The most costly, but maybe the coolest accessory is to automate your mill. Yes, you can buy a mill or modify it to become Computer Numerically Controlled. Just set up your work, and let the machine do all the hard work and cranking hand-wheels giving you a professional finish, extreme accuracy, and accurate part production repeatability. Variable speed motor. If you are going to be cutting into soft and thermal type plastics, a variable speed motor is the ONLY way to go! Without it you will get glops of ruined plastic scrap, or burnt out bits from smoothing metal out instead of cutting into it. Styrene needs slower speeds and even steels needs slower speeds when drilling and some milling. High speeds are usually for finishing and smoothing work out. Drill press arbor. A mill is great for drilling and even resembles a drill press. A drill press styled arbor gives you the best of both worlds and the sensitivity only a hand advanced spindle can give. Tilt-able column. Some mill’s Z axis (once again, up and down) can be changed from 90 degrees up and down to angle sideways for cutting things like angled holes or pockets, bevels, and whatever cool things you want to get an angle in the cut. The only downside is you will have to tram (realign) the head to ensure it is exactly 90 degrees to the table afterward. Vision aids. The first time you go to cut something tiny, you will find out quickly you need some light on it and a magnifying glass to align or position your cutting bit over the material to be cut. You can position a desk lamp over the work and a “hands free” vice with a magnifying glass around the mill. You will also find out this setup will take a lot of space and get on your nerves. Don’t use your wife’s décor to do this (see question 5 above regarding the funeral). There are many accessories on the market that can clamp to your machine or you can make one custom. One attached to the head maintains the height and angle as the head moves always keeping the light and magnifier on the cutting bit. Avoid battery operated units if you can. That light will be used more than you know! Get a transformer to power it. Yes, you can even order a microscope to attach to your equipment! COMMON MILL ACCESSORIES – THE EXTRAS Having vices can be good! It’s the most important mill accessory – hands down. Not just because it holds the stock to be cut in place, it ensures stock is held firmly, at the correct angle, quickly and effectively. DO NOT get a cheap vice! Cheap equals off-angle work, scratched work, inconsistent results and an exercise in futility! You spin me round… If you have a mill and a rotary table, you can make just about anything! A rotary table is basically a platter with degrees engraved on the side that can be cranked around in a circular motion. This means on its back you can drill holes in a PRECISE circular pattern, cut radius into work, cut circles into work, and even cut in marked degrees around your stock. If you lay the table on its side and equip your mill with the appropriate cutters, you can cut gears, tire treads, notches around stock and the list is endless. Rotary tables also take the guess work out of putting cuts in the exact same spot around stock when a chuck is used with it. Rotary tables can also be used to make similar cuts to a lathe. Add a tailstock to the end of the table with the rotary table on its end and you can make just about any rounded shape to include camshaft like projects. This should be in the brands section, but after a lot of research, the least expensive rotary table that is accurate without play is the Sherline model. There are better ones with more options, but they’re about $200.00 more. There are cheaper ones, but they all seem to have a lot of play in them. Index it! Rotary tables that are good are expensive (but worth every cent)! Another way to cut in a circular pattern is an indexer. An indexer has fixed points. It’s basically a locked down gear or guide that you attach your work or chuck to and it may only rotate in a fixed geometric pattern. Rotary tables you can turn any number of degrees around. An indexer is configured to rotate only so many degrees at once and may require minor math to compute rotations in your work. What’s up Chuck? There are three styles of holders –or- chucks for bits and work material. 1. The common drill chuck is what’s on your hand drill or drill press. It holds your cutting bits and can also do the opposite and hold your work to a mill table. For the most accuracy and especially small bits, you will want to exchange the chuck for a collet set. 2. A collet works like a pin vise. A chucked arbor goes into the machine spindle that a fingered collet slips into. The collet is held and then tightened in place with a nut closing the collet as the nut is tightened. Collets are THE most precise way to keep a bit spinning true with minimal to no run-out (when the bit spins outward versus concentric to the shaft). This option is also more expensive since one collet only holds a certain sized bit. You need a collet set to hold various sized bits, one collet per size of bit shaft diameter. 3. Lathe chucks can be used to turn something true on the lathe and then the chuck can be transferred to a mill for work and then back to the lathe. Keeping the work in the chuck ensures it remains concentric to the spindle center. Chuck jaws can be reversed to hold larger stock and also clamp by pushing out into stock walls. Lathe chucks come in three jaw and four jaw configurations. a. Three jaws can only hold round or hexagonal type stock. b. Four jaw chucks can hold round, squared or octagonal stock. The four jaws also hold delicate thin tubing better since the pressure is better distributed. c. An independent four jaw chuck can be set for more precise centering of stock, or to grip stuff off center. Cut it out! The most obvious thing your mill will need is cutting bits. You can buy them from a machinist supply store, some hobby shops, or other obscure sources. Most bits I actually use are simple Dremel bits! They come in all sorts of shapes and sizes and can negate having to tilt the head of your mill to make angled cuts. They’re cheap, accurate, and cut most anything. You’re so fly! Another cutter you will want to get is a “Fly Cutter.” Sounds funky, but it’s basically a shaft with a long extending cutter that “flies” around your work. If you go find a nicely machined piece of metal block, you’ll notice fine, circular grooves going around the piece. The fly cutter takes a roughened surface (such a roughly machined or oxidized part) and puts a professional finish on it. THE LATHE (Woodworkers and Machinists) A lathe is basically used for making circular cuts around or through spinning stock such as on dowels, chair legs, or cutting a circular plate or bowl. There are TWO types of lathes, the Machinists Lathe and the Woodworkers Lathe. The Machinists Lathe is what most model hobbyists will want. It has an X-Y table (like a Mill) that holds the cutting bit(s). You can precisely advance the cutting bit a thousandths of an inch with repeatability. Machinists Lathes also give you the ability to thread parts inside and out, precisely hollow out stock, and also allows you to simply crank away and get even and smooth finishes the whole length of the stock. Of course, these are the more costly of the two. A Woodworkers lathe simply spins the stock while you hold a cutting tool up to it that rests on a “T” bracket of sorts. If you don’t have strong and steady hands, you will have issues making a part look just like you want. DON’T try to cut big pieces of metal on these unless you have a death wish. Remember, you can cheaply make a machinists lathe into a woodworkers lathe, not visa versa. COMMON LATHE OPTIONS (on the equipment) “Zero” resettable dials. The MOST important option arguably is “zero” resettable dials on the hand-wheels. When you crank a mill hand-wheel (X, Y or Z axis), the table or head will move a specified amount of space per rotation, like .010” or so many millimeters. Say you want to turn the wheel in only .020” increments and you have to repeat this several times in succession. You would ordinarily have to turn the wheel and then do the math in your head how many more rotations to be the same amount on the next rotation. With “zero” dials, you just turn the dial back to “zero”, turn the crank to .020”, reset the dial back to zero and so on. Zero resettable dials basically allow easier, more accurate repeatability and reduce the mathematics, reducing errors. Do you prefer Metric or SAE measurements? These are further options. Motorized axis. Does your work have “ruffles” or “ridges” in it after machining? A motorized feed gives a consistent feed speed allowing for a more professional finish. It also helps reduce the amount of cranking you have to do on the hand-wheels; very big if you have carpel tunnel syndrome. CNC Automation. The most costly, but maybe the coolest accessory is to automate your mill. Yes, you can buy a mill or modify it to become Computer Numerically Controlled. Just set up your work, and let the machine do all the hard work giving you a professional finish, extreme accuracy, and accurate part production repeatability. Variable speed motor. If the pulley combination available will not go slow (500-1000RPM), and you are going to be cutting into soft and thermal type plastics, a variable speed motor is the ONLY way to go! Without it you will get glops of ruined plastic scrap, or burnt out bits from smoothing metal out instead of cutting into it. Styrene needs slower speeds and even steel needs slower speeds when drilling and some milling. High speeds are usually for finishing and smoothing work out. Vision aids. The first time you go to cut something tiny, you will find out quickly you need some light on it and a magnifying glass to align or position your cutting bit over the material to be cut. You can position a desk lamp over the work and a “hands free” vice with a magnifying glass around the mill. You will also find out this setup will take a lot of space and get on your nerves. Don’t use your wife’s (see question 5 above regarding the funeral). There are many accessories on the market that can clamp to your machine or you can make one custom. One attached to the head maintains the height and angle as the head moves always keeping the light and magnifier on the cutting bit. Avoid battery operated units if you can. That light will be used more than you know! Get a transformer to power it. Yes, you can even order a microscope to attach to your equipment! COMMON LATHE ACCESSORIES – THE EXTRAS What’s up Chuck? There are three styles of holders –or- chucks for bits and work material. 1. The common drill chuck is what’s on your hand drill or drill press. It holds your cutting bits and can also do the opposite and hold your work to a mill table. For the most accuracy and especially small bits, you will want to exchange the chuck for a collet set. 2. A collet works like a pin vise. A chucked arbor goes into the machine spindle that a fingered collet slips into. The collet is held and then tightened in place with a nut closing the collet as the nut is tightened. Collets are THE most precise way to keep a bit spinning true with minimal to no run-out (when the bit spins outward versus concentric to the shaft). This option is also more expensive since one collet only holds a certain sized bit. You need a collet set to hold various sized bits, one collet per size of bit shaft diameter. 3. Lathe chucks can be used to turn something true on the lathe and then the work AND the chuck can be transferred to a mill for work and then back to the lathe. Keeping the work in the chuck ensures it remains concentric to the spindle center. Chuck jaws can be reversed to hold larger stock. Lathe chucks come in three jaw and four jaw configurations. a. Three jaws can only hold round or hexagonal type stock. b. Four jaw chucks can hold round, squared or octagonal stock. The four jaws also hold delicate thin tubing better since the pressure is better distributed. There are self- centering chucks (twist and all four jaws tighten together) and independent four (and three) jaw chucks where each jaw is separately adjusted. Why? This allows more precise centering or holding odd shaped objects or parts off-center. Cutting corners. Accessories like a radius turner can make fancier work such as cutting a curve into the end of work or making a complete ball in the end of stock. They can also take just a little off corners making them nicely rounded and professional looking. Accessorize! A mill adaptor can be added to the X-Y table and instead of the work turning, a collet set is put on the lathe spindle to hold mill bits. The cutter turns and the small mill table holds the work and passes against the cutter similar to what a mill does, only horizontally. In this way you can use your lathe as a small mill. Want to cut a taper into something? Either the whole lathe headstock will rotate to put an angle into the work or you can get a compound slide on the X-Y table. The slide has a turret underneath that can be precisely angled while another slide holds the cutting bit. Crank away and the slide cuts into the angle you’ve set for the stock. Quick draw! A quick change tool post will allow you to quickly swap out commonly used bits. You’ll understand why the first couple of projects you make. THE DRILL PRESS Are you on such a tight budget your wallet needs burn cream? You might have a friend in your corner. The good ole’ drill press drills holes - of course (dah!), but it will do much more! First off, the hand levered spindle will go up and down. That means you can use it to “stamp” impressions into stock that the drill chuck can hold. A small Phillips screwdriver bit will make nice “X’s” into the end of your model’s missile tubes. Custom made dies will do more. But wait, there’s more… THE DRILL PRESS OPTIONS (on the equipment) Variable speed. This should not be an option for you to think about! If you are working with styrene, slow speeds are a must! Once again, drilling steel also requires slower speeds and torque. You can get a drill press with changeable belts, but these are limited and can be a pain to change; better yet, an electronic speed control. Most new units not only control the speed, but have a circuit to compensate and maintain torque on the motor. Spindle Taper. There is no such thing as an ordinary drill press. The spindle, the part that rotates and travels up and down has an angled taper to its end. There are many types and names. Some examples are MT1, MT2, JT1, R8. Why do I care? Because the chucks and other parts you want to purchase will have to mate to that spindle type and size. If you find a supplier with a drill press you want, make sure they have parts to fit your drill press taper size or that you can acquire them through another supplier. Adjustments. Some drill presses either have the headstock lower up and down or the work table go up and down. Which is better? That’s up to you. If you’re doing precision drilling or cutting, it’s best to have a bench top drill with a firm and heavy base that the work can be clamped down to and remain intact. It also allows you to sit at the bench comfortably. Then you simply adjust the headstock unit. THE DRILL PRESS ACCESORIES Coordinate it! The BEST attachment you can get for your drill press is an X-Y table. This basically converts your drill press into a mill (see the mill section for details). It will drastically increase your drilling accuracy and allow holes to be drilled in sequence. There is one hang-up. A drill press has different bearings designed for vertical load, a mill is better designed for side loads (cutting into something versus cutting down into it). As long as you are advancing slowly and using softer materials, this system should work. Whatever type of bit holder (collet or chuck) you attach to the spindle, make sure it is secured with something other than just friction. You could be in the middle of cutting something and have the chuck fly off and damage your work or put you in the hospital. Having vices can be good! It’s the most important mill (and drill) accessory – hands down. Not just because it holds the stock to be cut in place, it ensures stock is held firmly, at the correct angle, quickly and effectively. DO NOT get a cheap vice! Cheap equals off-angle work, scratched work, inconsistent results and an exercise in futility! You spin me round… Yes, this is in the Mill section too, but if you get the X-Y table, this applies here too. If you have a mill and a rotary table, you can make just about anything! A rotary table is basically a platter with degrees engraved on the side that can be cranked around in a circular motion. This means on its back you can drill holes in a PRECISE circular pattern, cut radius into work, cut circles into work, and even cut in marked degrees around your stock. If you lay the table on its side and equip your mill with the appropriate cutters, you can cut gears, tire treads, notches around stock and the list is endless. Rotary tables also take the guess work out of putting cuts in the exact same spot around stock. Rotary tables can also be used to make similar cuts to a lathe. Add a tailstock to the end of the table with the rotary table on its end and you can make just about any rounded shape to include camshaft like projects. This should be in the brands section, but after a lot of research, the least expensive rotary table that is accurate without play is the Sherline model. There are better ones with more options, but they’re about $200.00 more. There are cheaper ones, but they all seem to have a lot of play in them. Lathing around… If you go back and look at the 1/200 Macross ground support vehicles, all the round parts and even the oil drum were lathed on my drill press! I simply put my stock into the drill press chuck, and put various bits into the vise. I used the X-Y table of the vice to advance and move the cutting bit precisely around. Of course there are many limitations and my neck got sore from trying to turn my head sideways, but it worked! Square peg, round hole. A mortise chisel & bit combo will allow you to drill square “holes.” THE TABLE SAW Not what a lot of model builders think about - until they have to cut a bazillion pieces of rod or same sized stock. Nothing will give you a cleaner cut through styrene than a variable speed table saw with a fine toothed blade. No real options or accessories to separate here really. Variable speed motor and a tilt-able arbor will allow you to do just about anything. Just make sure you have a good quality fence to make straight cuts without it shifting. You can get a wide variety of blades to include ones capable of cutting metal. THE BAND SAW As with the table saw, not a lot of options or accessories to mention. The advantage versus a table saw is that you can cut very curved objects out. Change the type of blade to a thin one and you can scroll sharp corners into open cut areas (versus closed where you’ll need a jig saw). Once again, variable speed ensures you can cut styrene without melting it. There are also a variety of blades such as a hacksaw type blade for metals. The Micro Mark unit also has diamond blades for cutting glass and ceramics with a water dripping container. You can add a fence to a band saw for making straight cuts; the problem is that the nature of the banded (looped) blade is that it wants to wonder. This equates to not as clean a cut as a table saw – I learned this one the hard way. No matter how I adjusted or tightened the blade, it still “wondered” around making machine marks in the work that were not as clean and finished as a table saw. With straight cuts, a disc sander can clean the edges up. JIG SAW / SCROLL SAWS An even simpler tool for making curved cuts and jigsaw puzzles. Nothing compares to the Jig Saw or the Scroll Saw. They usually have variable speeds on them and you can get all sorts of blades for anything up to cutting steel parts. Like the band saw, these are not engineered for straight cuts and the flexible blades up and down motion can translate into wondering cuts making marks in the side of your straight cut work. If you plan on cutting styrene, get a slow speed or variable speed saw. THE DISC SANDER Another “simple tool” is the disc sander. I can’t tell you how much I have used mine! I ALWAYS use the disc sander and drill press or mill at least once a week – no kidding! The disc sander puts a squared (or angled) edge on your work that is clean, finished, and accurate. Mine made the Daedalus build (six foot long styrene ship) build even possible! The clean and straight edges kept the length of ship true and on angle. It also made stronger glue joints. It also doubles for sharpening softer steel bits and shaping some metals. The only options here are variable speed (a must for styrene) and a tilt-able table. Most already come with a variable pitch fence for making angles. There are of course various grits available. The sanding discs last about a year on average for me sanding styrene and some metal parts here and there. Micro Mark’s and Proxxon’s disc sander has slower and variable speeds perfect for styrene and other thermal plastics. The belt drive is quiet and mine has lasted six years with nothing more than being vacuumed out every couple of months (I don’t use the vacuum attachment to collect dust). MACHINE MANUFACTURERS/BRAND NAMES STOP! Before we go any further, understand that the following covers hobby sized/bench top machines ONLY. For example, the table saws mentioned will not slice through a 2” x 4”, but will make quick work of a 1” x 2” or similar stock on down. Now that you know what you need, the next question is what brand? Here’s a list of some (there’s a lot) popular brands and some comments on quality. Remember – you get what you pay for! Micro Mark (http://www.micromark.com/ ) – Micro Mark is not an actual machine manufacturer, but all of the machines they sell are of great or excellent quality. Where a lot of companies resell the same base models of foreign made machines, Micro Mark orders customized machines to higher standards from various manufacturers. Some of the improvements they differ on are: replacing plastic parts with metal, “true inch” markings on their mill and lathe machine hand wheels, variable speed motors, beefed up lead screws on their mills and lathes, and their machines come without a lot of the grease and gummy coatings some foreign made machines are packed in. Some of their machines have been made by other well-known manufacturers. Micro Mark’s machines come in a cool looking grey and black trim paint scheme. If you prefer to buy from one place and have everything “match” in your workshop, I’ve listed Micro Mark first because they can be a one stop shop for all hobby related machining. Personal experience: They have been around for thirty years and I have been buying various supplies and tools from them for about 15 years. I have purchased (or been gifted), their disc sander, drill press, table saw, band saw, and most recently, the micro mill (not to be confused with the mini mill). Customer service is great, and not one of my machines has failed or broken. When I started the Daedalus over six years ago, I had the band saw, the table saw and my dad got me the drill press. I have had them all these years and as mentioned previously, the drill press and disc sander are used at least once every week. All of my machines are quietly belt driven versus some that are gear driven. No replaced belts yet on anything! Some of Micro Mark’s pricing seems high, but bad experiences elsewhere have shown me time and again you get what you pay for! Remember, they sell upgraded versions of what most vendors sell as a cheaper, lower quality/lesser equipped versions. Their pricing is competitive and their versions of other’s machines are superior hands down (IMHO). Sherline (http://www.sherline.com/ ) let me start out by saying that the Sherline machines have the best quality hands down out of all the machines I have used. There is no play in their mechanisms and they are easily accurate down to thousands of an inch (.000 mm)! Sherline started out as a small Australian company who was bought out and is now manufactured in California, USA. They too have been around for 30 years. They also have dealers all over the web and outside of the US in many other countries to include Australia, the U.K. and Israel. Sherline makes their machines in BOTH Metric and SAE models, so make sure you order the right part number! Their website will help you locate a dealer nearest you. Most of Sherline’s equipment is black painted/anodized with red anodized handles or minor assemblies. Their dials and accessories are laser etched making them rugged and attractive. My first purchase from them was their rotary table. It was a Godsend! The finish and accuracy on the tool was the best I have seen and well worth the $270.00. I use their table to make what others call “accuracy tests” since I build so small. The rotary table has enabled me to machine any type of part I want just short of having to go CNC. My latest tool search was for a lathe. I got tired of using my drill press (see Drill Press Accessories comment above) as a lathe and so did my sore neck from trying to tilt sideways! I concluded I needed a small machinist’s lathe, so I researched very heavily on it for about a year. The cheap foreign machines looked good, until I read all the slams across many forum boards about how inaccurate they were, how underpowered they were and how much they needed to be “dialed in” to become usable. So I narrowed it down to Taig and Sherline. The Taig Machine looked good and every single review spoke highly about it, as did the Sherline machines. The Taig was also less expensive. The difference was in the finish of the machine and array of accessories. Accessories in a car just make the drive better, accessories on a machine allow you to make more things or make things more accurately. Taig is said to make an accurate machine, but the appearance, accuracy and variable speed of the Sherline is what got me. The variable speed IS A MUST for my styrene work. So I saved and waited on my tax return to purchase a Sherline. They have combinations to save you money and better equip your shop from the get go. Most lathes out of the box need accessories to do any work so know what you’re getting – read and call around if you don’t know! Thank God I thought out all of what I needed! Sherline’s combinations come standard with a three jaw chuck. I thought about the styrene I would be turning and almost all of the “big” sizes come in square rods versus round rods. When I placed my order I asked if the four jaw chuck could be swapped out for the three jaw – and they did – for no extra charge! Remember, a four jaw chuck will hold round and square stock! Sherline also has great customer service and as I said, a GREAT range of accessories for their mills and lathes. They also have a conversion kit to make the lathe into a proper mill for way less than buying a separate one. All of their machines use the same compact, basic variable speed motor and spindle. So you can see where the interchangeability could actually save you some cash and increase your tooling variety. Proxxon ( http://www.proxxon.com/en/about/imprint.php or http://www.proxxon.com/us/ ) Proxxon has been around for nearly thirty years. They are German based, but have many dealers around the globe and all over the web. All of Proxxon’s machines are also of great or excellent quality. Their prices can be steeper than Micro Mark, but once again, you get what you pay for! They also are a good source of being able to get most every tool you want from the same source or to have a “matching shop.” Their equipment has a distinctive green color with yellow trim. You may have seen some of their equipment with other company’s colors like grey and black. Before you write them off for some of their prices, don’t discount their accessories; especially their cutting bits and micro tools. Proxxon’s selection is great and better geared towards the hobbyist. Their machines are not the same ones you see elsewhere, though the configurations look the same. They do manufacture most of their machines and to higher specifications. Most of their machines are designed for micro sized bits. And yes, European manufacturing means the metric system for a lot of their machine indicators. Taig ( http://www.taigtools.com/ ) Taig is also another American made hobby machine. Their small company has been around for over 30 years (what’s with the thirty years thing?) and has a different approach to their machines. Taig’s lathe is the least expensive for the accuracy you get. The main reasons I did not purchase it was the lack of variable speed motor (though it has pulley changes to vary speed) and no option to thread lengths of stock. They have a great auto-feed option that puts a smooth finish on your lathe work. Where Sherline’s lathe has a lead screw for cutter movement, Taig has a rack and pinion. This means faster setup with less cranking. Taig’s construction is high quality and precisely engineered. Taig’s mill is of heavy duty construction with bigger sized components than other manufacturers adding to their rigidity and accuracy. Like its contender Sherline, it blows away the accuracy of cheaper foreign machines. It has a 180 degree tilt-able column enabling a greater range of machining capabilities. Taig also has options to go CNC enabling you to automate your machining. Taig does not have as large a variety of accessories as other companies, but then again, many other companies’ parts will fit their machines. I purchased an accessory from them for my lathe and it was well made with no play or defects whatsoever. Some will criticize the finish or appearance on Taig’s machines because they don’t seem to be as fancy or aesthetically pleasing, but they are heavy duty and get the job done. This also means they are lower in price than other machines making them attractive to those with tighter budgets. A fuller wallet IS a beautiful thing! SEIG (www.siegind.com ) Seig is a Chinese company that produces most of the cheaper hobby machines you see on the market. A lot of companies also put their paint colors and labels on them and sell them as their own brand. The downside to Seig is their mass production and spotted quality control. Across machinists boards you will hear people say with some work they are OK while others say they are using their machine for a door stop. Having the lowest prices over other manufacturers is what keeps people buying them (mostly entry level hobbyists). The up side is that there are numerous web pages and threads helping people tweak them and make them run better. Many people have different takes on methods and manners to better the machines, but it usually has to do with adjusting play in the X-Y movements. They say if you are thinking about ordering one of their machines, first get a gallon of kerosene and then place your order. That way when your machine arrives you have the kerosene to clean up all the grease used to protect it during shipping! I purchased a Micro Mark micro mill (of Chinese manufacture). Of course it is made to higher specifications than the other basic brands you’ll see out there. It is made with the same general characteristics as Sherline’s mill, so all of Sherline’s accessories fit on it and even the spindle is has the same thread dimensions. But it has a beefier motor and more rigid construction. The down side is that the X movement is tight on one end, and looser on the other. That equates to a little play and the movement not being anywhere near as smooth as Sherline’s - cranking harder at one end could possibly cause extra machine markings in your work. But it does get the job done. With so many Seigs floating around, there are also a lot of accessories and vendors to sell those accessories. The machines and accessories are all over catalogs and the web. You will even see their machines at places like Harbor Freight and have popular labels on them like Grizzly, Jet and Fox. Beware of some cheaper bits and accessories you’ll find out there. They can be poorly machined, not as sharp, or have a lot of play in them. A note on cutting bits: In my personal experience I have bought all sorts of cutting bits and drill bits out there. Trust me, spending the money on a good bit versus buying a cheaper bit will make up for the damage you will have to fix or re-machine. My humble opinion, the USA, Germany, and UK usually lead the way for a higher quality of bits and sharper, longer lasting edges. I have no company to recommend here, just those countries best known for their quality in the industry. In closing I hope this long winded “book” will help you in your decision about purchasing a bench top hobby machine. The awesome part about Macross World is that there are people here to help you. - MT Photos - CIMG5625 - Sherline Rotary Table mounted to variable angle plate w/ four jaw chuck holding stock CIMG5686 - Micro Mill tilted for machining an angle into stock CIMG5854 - Sherline Lathe outfitted with accesories and homebuilt cabinet CIMG5625 - Micro Mark "Micro Mill", Variable Speed Drill Press, and 10" Variable Speed Disc Sander